
표면간 열 전달과 전반적인 열 성능 향상
이 열 저항은 Rja로 표현 될 수있다, 여기서:
- Rja - 장치 접합에서 주변 공기 또는 물에 대한 열 저항
- Rjc - 전자 장치 제조업체에 의해 결정된 장치 접합부에서 패키지 케이스에 대한 열 저항(설계자는 직접적인 영향을 미치지 않습니다)
- Rcs - 포장 케이스에서 방열판 또는 콜드 플레이트에 대한 열 저항, 전자 장치와 방열판 또는 냉판 사이의 접목 영역의 크기와 품질, 사용되는 재료 및 접촉 압력에 의해 결정
- Rsa - 방열판 또는 냉판에서 주변 공기 또는 물에 열 저항, 방열판 또는 냉판 설계에 의해 결정 (재료 및 기하학)
따라서, Rja를 줄이는 한 방법은 전자 장치와 케이스와 주변 냉각식 핀 히트 싱크 또는 액체 냉각식 냉각판 사이의 접촉 저항인 Rcs를 감소하는 것입니다. Rcs에 여향을 주는 인자에는 표면 평탄도, 표면 거칠기, 접촉력 또는 클램핑 압력, 표면 청결도 및 인터페이스 재료 등이 있습니다.
표면 평탄도 및 표면 거칠기
표면 평탄도는 넓게 이격된 표면 불규칙성 또는 표면의 '구불거림'으로 이해될 수 있습니다. 표면 거칠기는 초미세한 표면의 요철도로서 일반적으로 기계 가공, 사용, 또는 마모의 결과로 나타납니다.
두 개의 불완전한 표면이 서로 접촉하면 사이에 에어갭이 발생합니다. (그림 1 참조) 대부분의 접촉 영역은 90% 이상의 공기 간극으로 구성되며, 공기는 그다지 효과적인 열 전도체가 아니기 때문에 열전달에 상당한 저항이 나타납니다. 표 1은 다양한 제조 공정에서 나타나는 전형적인 표면 거칠기 값을 보여줍니다.
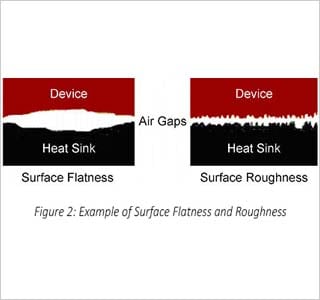
표 1:
| 공정 | 단위 µm | 단위 µin |
|---|---|---|
| 연마 | 0.1 – 0.4 | 4 – 16 |
| 연삭 | 0.1 – 1.6 | 4 – 64 |
| 레이저 절단 | 0.8 – 6.3 | 32 – 252 |
| 다이캐스팅 | 0.8 – 1.6 | 32 – 64 |
| 기계 가공 | 0.8 – 1.6 | 32 – 64 |
| 압출 | 0.8 -3.2 | 32 – 128 |
| 드릴링 | 1.6 – 6.3 | 64 – 252 |
일반적으로 전자 장치와 히트 싱크나 냉각판 사이의 충분한 접촉에 필요한 마운팅 표면 평탄도는 0.001 입니다. 표면 거칠기는 전자 장치의 거칠기와 같아야 하며, 일반적으로 32-64µin 정도가 적절합니다. 세밀한 마무리는 열 성능을 거의 또는 전혀 개선하지 않으면서 불필요한 비용을 추가합니다. 일반적으로 우수한 방열 계면을 얻는데 있어 표면 마감보다 표면 평탄도가 훨씬 중요합니다.
접촉력
접촉 열 저항을 최소화하는 또 다른 매우 중요한 요소는 접촉 력, 또는 전자 장치가 방열판 또는 냉판에 대해 밀려있는 힘입니다. 전자 장치와 방열판 표면은 결코 완벽하게 평평하지 않습니다. 따라서, 항상 사이에 공기 간격이있을 것입니다. 그러나 두 표면을 함께 밀어내는 접촉력이 증가함에 따라 두 표면 사이의 접점 수가 증가하여 접면간 열 저항이 낮아집니다. 힘과 열 저항 사이의 이러한 관계는 선형 곡선을 따르지 않습니다. 접촉력이 증가함에 따라, 접촉 열 저항은 열 저항 감소와 패키지가 처리할 수 있는 최대 힘이 접근할 때까지 감소합니다. 전자 장치 제조업체는 권장 접촉 력에 대해 문의해야 합니다.표면 청결도
접촉 열 저항을 최소화하기 위해 마운팅 표면 청결도를 유지하는 것이 중요합니다. 마운팅 표면은 먼지, 기름, 산화물 및 필름과 같은 이물질이 없도록 해야 합니다. 대부분의 히트 싱크와 냉각판은 기계 가공 후 보관되므로 장치를 마운팅하기 전에 세정 작업을 수행하는 것이 좋습니다. 적절한 세척 기법은 3M Scotch Brite® No.000 미세 강모로 마운팅 표면을 가볍게 연마한 다음 반도체 세정 용액으로 마무리하는 것입니다.방열 계면 물질
마지막으로, Rcs를 더욱 개선하기 위해 적절한 열 인터페이스 재료 (TIM)를 사용하여 두 표면 사이의 공기 간격을 채우어야합니다. 열 그리스및 열전도성 화합물, 엘라스토머, 접착제 테이프 등 다양한 기술을 사용할 수 있으며, 각각 고유한 특성(작동 온도, 적용 용이성, 경화 시간, 압력 요구 사항 등)을 적용에 따라 다소 바람직하게 만들 수 있습니다. Boyd에 문의하여 응용 프로그램에 적합한 TIM을 선택하는 방법에 대해 문의하십시오. 표 2은 이러한 TiM에 대한 일반적인 열 저항 및 열 전도도 값을 보여 주어 있습니다.| 인터페이스 | 두께(inch) | 열 전도율, k(W/m-K) | Rcs(°C/W) |
|---|---|---|---|
| 드라이 조인트 | N/A | N/A | 2.9 |
| 열전달 그리스 | 0.003 | 0.7 | 0.9 |
| 열 화합물 | 0.005 | 1.2 | 0.8 |
| 엘라스토머 | 0.010 | 5.0 | 1.8 |
| 접착 테이프 | 0.009 | 0.7 | 2.7 |
접촉 열 저항 계수 검토
접촉 조건은 표면 평탄도, 표면 거칠기, 표면 청결도, 접촉 압력 및 계면 소재를 포함한 여러 영역을 포함합니다. 전자 장치 접합부에서 히트 싱크까지 열 경로를 최적화하는 데 사용할 수 있는 다양한 기술과 기법이 있습니다. 전자 기기 온도를 최대 정격값 미만으로 유지하고 최종 제품 신뢰성을 높이려면 열 저항을 최소화하는 것이 무엇보다 중요합니다.




